Lloyd Preston
Lloyd Preston  23 March 2020
23 March 2020 



PROJECT CHALLENGE
Dutypoint were given the challenge of designing, building and manufacturing a packaged plant room solution that would mitigate the fact that there was very limited space allocated within the main residential block for a plant room/plant room equipment. The only solution was to go underground.
As we were brought onto the project relatively late, the contractor also required a product solution that was largely ‘plug and play’ in order to help keep the overall programme on track.
‘Rise to it’ is one of Dutypoint’s four values, and we didn’t hesitate in tasking our in-house design and development teams to come up with a bespoke product solution that could be installed in a fraction of the time a conventional underground chamber would take.
PROJECT SOLUTION
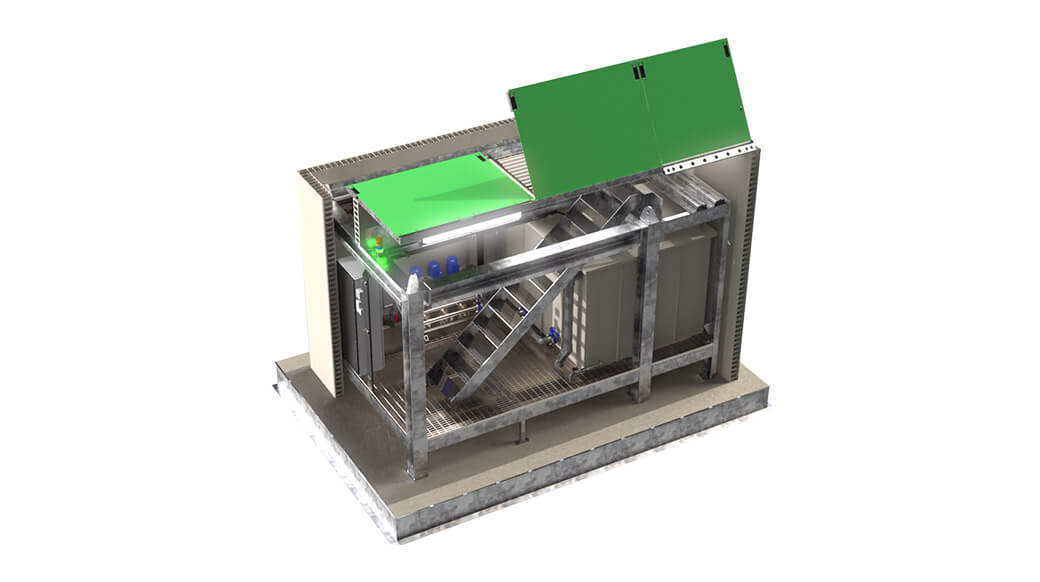
The product solution we came up with was Optimise™, a pre-fabricated, underground packaged plant room that utilises an innovative pre-fitted concrete shuttering system that allows the concrete work to be completed in just two pours, vastly reducing overall pour time. It also reduces the number of entries into the excavation and, therefore, reduces the number of working hours required to complete the installation.
THE DUTYPOINT UNDERGROUND PACKAGED PLANT ROOM (U.P.P.R)
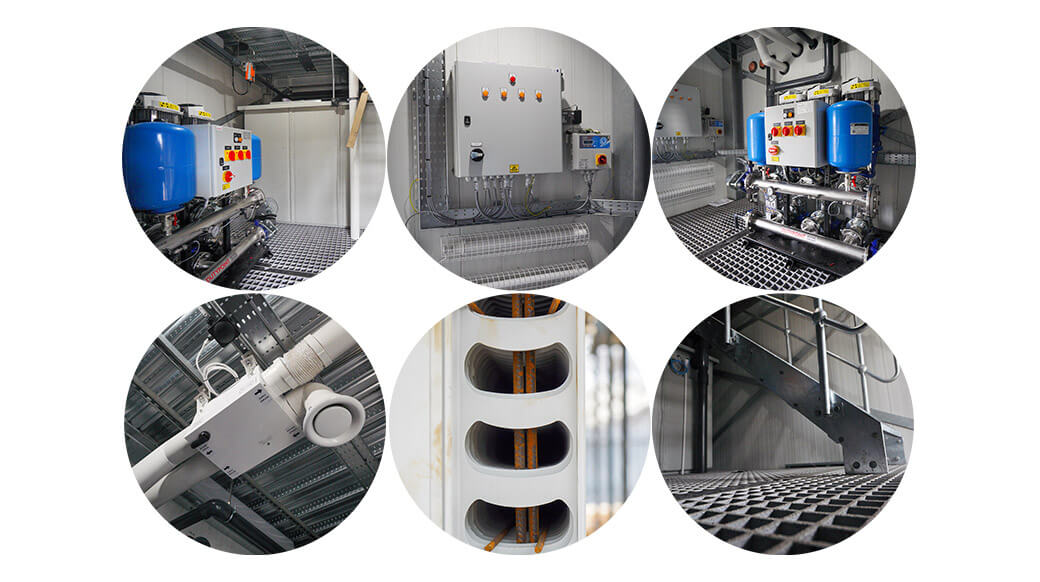
Optimise™ is designed to be highly configuration and so we were able to pre-fit it with the specific plant equipment required for this project. This included a triple pump WRAS-approved Dutypoint booster set, a twin compartment GRP storage tank, electromagnetic water conditioner and UV filter.
The whole project took just 4 months from receiving the initial brief through to designing, engineering and manufacturing a bespoke product solution that was then delivered to site in Dec-19 and installed in the ground in Jan-20. The complete product was designed, manufactured and pre-fitted at our Gloucester factory and then craned into place on site ready for installation, concrete fill and back fill.